

现行涂装线前处理、电泳生产能力为200 挂/d,根据公司规划会议精神,在不建新前处理、电泳线的前提下通过采用新技术、新工艺、新材料及对生产线进行改造,使涂装生产能力扩能到280 挂/d,这就要求生产节拍由现在的378 s 提升到270 s。
为提高生产节拍,在节距不变的情况下,只能提高链速。链速提高后各工艺时间缩短,具体见表1中国机械网okmao.com。为确保提速试验的顺利进行,涂装工艺所对现行涂装线前处理、电泳各工序进行工艺研究,在保证节拍效率提升的前提下,维持电泳质量稳定。

产能与工艺节拍的关系
1 试验条件
本次试验包括实验室试验与现场试验两部分。
1.1 实验室部分
1.1.1 试验内容
1)前处理、电泳产品在调整后的工艺时间内施工,考察其施工性能,包括电泳膜厚效果、烘干固化效果及泳透力。
2)前处理、电泳产品在调整后的工艺时间内施工,考察其常规性能,包括硬度、附着力、耐冲击性、耐酸、耐碱、耐水、耐盐雾、抗石击性等。
3)前处理、电泳产品在调整后的工艺时间内施工,考察电泳漆膜与面漆的配套性。
1.1.2 试验样品
Gardoclean NJ 4378A、Gardoclean NJ 4378B、GardobondNJ 3160A、Gardobond NJ 131、立邦PN301 灰色无铅阴极电泳涂料、RO 水。
1.1.3 试验方案
1)模拟270 s 生产节拍的工艺时间制作磷化板、电泳板;
2)全面测试电泳板的施工性能及常规理化性能。
1.1.4 电泳工艺流程
洪流洗→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→水洗4→纯水洗1→电泳→超滤1→超滤2→纯水洗2→烘干
1.2 试验过程、结果及分析
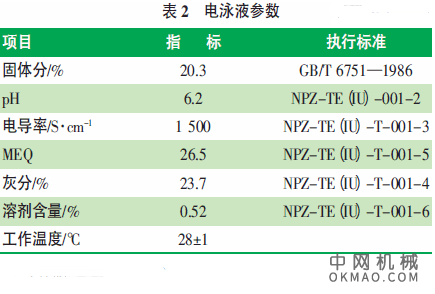
实验室试验只改变电泳电压,其他参数维持原状态,如表2 所列。
电泳液参数
1.2.1 电泳膜厚效果试验
电泳膜厚效果试验见表3 和图1。
电泳膜厚效果试验

可以看出,提速后电泳时间缩短,但只要适当提高前段电压和后段电压即可解决电泳膜厚的问题。考虑到设备能耗和电泳膜厚及电泳表面平整度质量要求,270 s 生产节拍时电泳电压定为前段低压180 V,后端高压260 V 比较合适。
1.2.2 电泳固化效果试验
判断固化程度用盖耳分率表示,一般认为盖耳分率大于90%为完全固化。在一定的电泳时间(270 s),一定的电泳温度(28℃)和电压(180 ~ 260 V)下制作电泳板,不同的烘烤温度及时间,测其盖耳分率,如表4 所列。
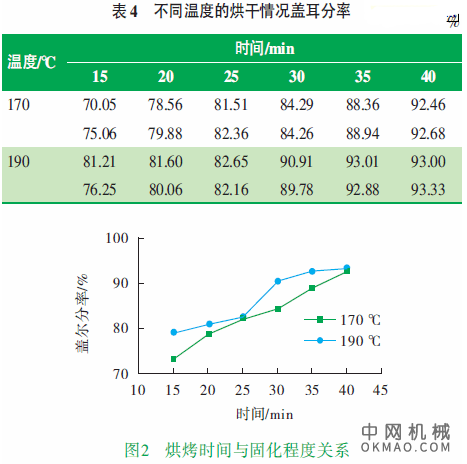
烧烤时间与固化程度关系