1 引言
近年来,电泳涂装在我国各个工业部门已获得了广泛的应用。普遍采用的电泳设备是单槽式(间歇)和自动流水线式(连续)。尽管这两种电泳槽的主体结构大同小异,但因为自动流水线式的机械自动化程度高,生产批量大且连续不断,所以它的工艺操作和工艺控制都比单槽式复杂些中国机械网okmao.com。
一个麻烦的工艺问题还在于因零件供给的中断或是电泳生产线本身任何一个环节出了故障,生产线就不得不开空车或是停下来。开空车给生产线能力造成浪费,生产线停下来,能源浪费是一方面,浸泡在电泳槽漆浴中的零件就会出现2 种情况:
⑴在维持原工艺电压时,这相当于增加了零件的电泳时间,此时零件上的漆膜不是发粗就是变成“哈蟆皮”了,外观不合乎质量要求。
⑵切断工艺电压,也许对刚进入电泳槽漆浴的零件没有什么坏的影响,可是对那些电泳了一段时间或电泳即将完成的零件就不一样了。因为这些零件停在漆浴中,泳上的漆膜会向漆浴溶解,时间越长,溶解越彻底,以致在它们出电泳槽时仍会是个白胚件。而修复这样的零件是很费工费时的,尤其是大型工件,如汽车车架,驾驶室等。
以上2 种情况简称它们为漆膜“增厚”和漆膜“返溶”。本文就是想通过一些试验来了解“增厚”和“返溶”的规律,进而提出控制“增厚”和“返溶”的一些工艺设想,同时对工艺设想进行理论上的探讨。
2 试验部分
⑴试验对象:酚醛沥青阳极电泳漆。
⑵试验方法:在不同工艺条件下,测试电泳样板上单位面积的漆膜质量,同时考察漆膜外观。
⑶试验仪器和样板
硅整流器:GLA- 80A / 72V。
电泳槽:1 200 mL 搪瓷杯(φ120 mm×120 mm)。阴极采用φ116 mm×104 mm 的金属薄片贴在杯内壁上,且阴极内壁上再用φ114 mm×100 mm 的多孔塑料圈支撑。其中孔的总面积和电泳样板面积相近。
样板:采用90 mm× 100 mm× 1.2 mm 的08AL 钢板。电泳前用二甲苯清洗2 道,100 ℃下烘干30 min,存放在干燥器内备用。
⑷电泳样板漆膜外观评级标准
电泳样板漆膜外观评级标准见表1。
3 试验项目和内容
将表2 所列工艺条件定为参比工艺条件,其他试验方法为试验工艺条件。

4 试验与结果
4.1 试验Ⅰ
改变电泳电压,测定不同电压值(V)时样板上单位面积漆膜质量(W),见图1。

试验结果如下:
①在参比工艺条件下,电泳漆膜的增重与施工电压成线性关系,可用公式⑴表示:
W=K 参·V ⑴
式中K 参是电泳漆膜的电压增重系数(mg·cm-2·V-1),它等于直线的斜率,从图上数据可计算出K 参值。
K 参=(2.5 - 0.86)/(50 - 10)=0.041 mg·cm-2·V-1
②漆膜的质量,在采用30 ~ 70 V 的电泳电压时是符合要求的,外观呈Ⅰ~Ⅱ级状态。
4.2 试验Ⅱ
改变电泳时间,测定不同电泳时间(t)对漆膜质量(W)的影响,见图2。

试验结果如下:
①电泳漆膜的增重与电泳时间有以下关系式:

式中:C———常数;
r ———工件浸入漆浴的速度,cm/s;
a ———每安·秒漆膜盖的面积,cm2;
V———电泳电压,V;
ρ ———漆液电阻率,Ω·cm;
l ———阴阳极距离,cm;
t ———电泳时间,min;
tE———样板浸没在漆浴里的时间,min,tE≥t。
②采用2 ~ 4 min 的电泳时间,电泳漆膜的质量是符合要求的,外观呈Ⅰ~Ⅱ级状态。
4.3 试验Ⅲ
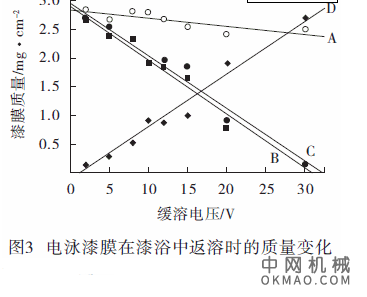
在参比工艺条件下泳出样板,然后切断电泳电源,漆浴中浸泡泳上漆的样板,使其漆膜返溶,测定不同时间样板返溶的失重情况,见图3。考虑到数据中W 的数值是在漆液浓度不断下降的情况下得到的,对W 校正为W1 (下同)。
A 线:为参比条件下,特定时间(3 min)单位面积上漆膜质量;
B 线:为参比条件下,特定返溶时间(2 ~ 30 min)时,单位面积上漆膜质量的变化;
C 线:为B 线的校对值线;
D 线:为参比条件下,特定返溶时间(2 ~ 30 min)时,单位面积上漆膜溶解质量的变化(即A 线值减B线值)。
试验结果如下:
①电泳漆膜在漆液中的返溶质量和返溶时间成线性关系,可以用公式⑶表示:
K 参=K 返·g·t 返⑶
K 返是漆膜的溶解系数,它等于直线D 的斜率,可从直线数值求出:
K 返=(2-0)/(23-0)=0.087 mg·cm-2·min-1
②在本试验条件下,漆膜在30~35 min 内返溶完。
③控制在10 min 以内的返溶时间,电泳漆膜的厚度符合要求,外观呈Ⅰ~Ⅱ级状态。
4.4 试验Ⅳ
参比工艺条件下,泳出2 块样板,取1 块在漆浴中浸泡,且施加不同低电压30 min,测定不同低电压(V 缓)下,30 min 时对漆膜的溶解作用,见图4。

曲线A 为参比工艺条件下,同一漆浴时,单位面积上漆膜质量的变化;
曲线B 为参比工艺条件下泳出样板,浸在漆浴中选用不同的缓溶电压(V 缓为1 ~ 50 V),30 min 后样板单位面积上漆膜质量的变化。
曲线C 为曲线B 的校正值线。
试验结果如下:
①在本参比工艺条件下,电压10 ~ 15 V 范围内漆粒在零件上的电沉积和漆粒由漆膜向漆浴溶解存在着动平衡的关系(A 线与C 线的交点)。
②电泳后的漆膜浸泡在漆浴中,施加5 ~ 30 V 的缓溶电压,30 min 内漆膜的质量是符合要求的,外观呈Ⅰ~ Ⅱ级状态。
4.5 试验Ⅴ
参比工艺条件下,泳出2 块样板,取1 块在漆浴中浸泡,且施加不同低电压,测出不同低电压下,浸泡不同工艺时间对漆膜质量的缓溶作用,见图5。
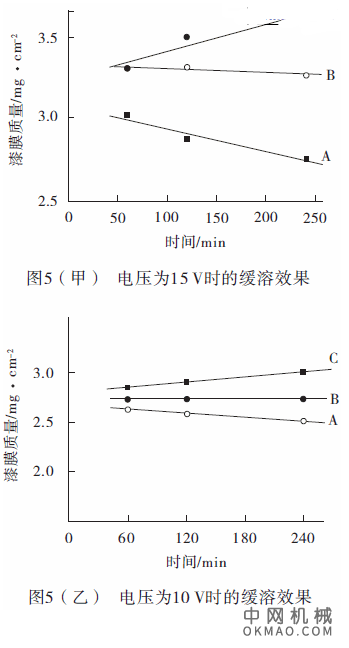

图5 甲、乙、丙分别显示电泳后样板在15 V、10V、5 V 时,漆膜质量的变化。直线A 为参比工艺条件下单位面积上漆膜质量;直线B 为特定的缓溶电压下,缓溶60 ~ 240 min后,样板单位面积上漆膜质量的变化;直线C 为直线B 的校正值线。
试验结果如下:
对电泳漆膜进行缓溶时,电泳漆膜溶解的质量与缓溶时间成线性关系,可以用公式⑷表示;
W=K 缓·t 缓⑷
K 缓是漆膜的缓溶系数,它等于图5 中直线C 的斜率:
15 V 时:
K 缓15=(3.8-3.5)/(240-120)=0.0025 mg·cm-2·min-1
10 V 时:
K 缓10=(3.2-3.0)(/ 240-120)=0.00167 mg·cm-2·min-1
5 V 时:
K 缓5=(1.66-1.85)/(240-120)=-0.00158 mg·cm-2·min-1
上述计算表明,在15 ~ 10 V 时,K 缓呈正值(缓增),在5 V 时,K 缓呈负值(缓溶)。
②在试验范围内:
V 缓为15 V 时,缓溶时间不大于60 min 时,样板的厚度是符合要求的,外观呈Ⅲ级状:缓溶时间在60~ 120 min 时,外观分别呈Ⅳ、Ⅴ级状态。
V 缓为10 V 时,缓溶时间不大于120 min 时,样板的质量是符合要求的,外观呈Ⅱ~ Ⅲ级状:缓溶时间到240 min 时,外观呈Ⅳ级状态。
V 缓为5 V 时,缓溶时间不大于120 min 时,样板的质量是符合要求的,外观呈Ⅱ级状态:缓溶时间大于120 min 时,外观呈Ⅲ级状态。
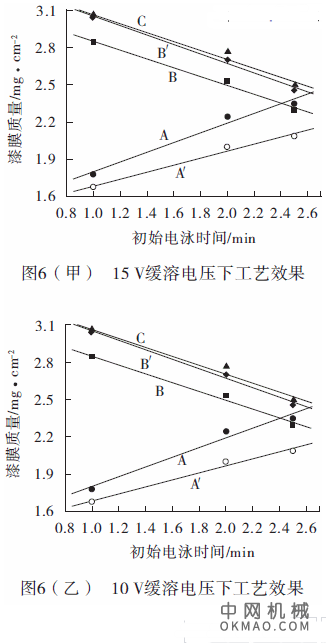
4.6 试验Ⅵ
参比工艺条件下,样板不泳到工艺时间,就施以低电压缓溶,缓溶不同时间后,再在参比工艺条件下完成电泳,测定低电压在电泳工艺中的缓溶效果,见图6。直线A 和A′分别为参比工艺条件下,同一漆浴,电泳不同时间(1.0 ~ 2.5 min)后,样板单位面积上漆膜质量的变化。
直线B 和B′分别为电泳不同时间(1.0 ~ 2.5 min)后,样板分别停止电泳30 min、60 min,并施加15 V缓溶电压,随后再继续电泳到3 min,样板单位面积上漆膜质量的变化。直线C 为B′的校正值线。