


电泳涂装将导电性的被涂物浸渍在水性涂料中,在两极间通直流电,在被涂物表面上形成一层均一、致密、不溶于水的涂膜,是一种低污染、省能源、省资源的涂装方法。
电泳涂膜具有涂膜平整,耐水性和耐化学性好等优点,其工艺容易实现涂装工业的机械化和自动化,适合形状复杂,有边棱角、孔穴工件的涂装。阴极电泳是目前国内外应用最广的涂装技术,因具有高效、优质、安全、经济等优点而被广泛应用于汽车、建材、家电等工业领域中国机械网okmao.com。
双组分阴极电泳涂料通常以环氧/氨基树脂为主要树脂体系,经酸中和后可得到稳定的涂料体系。通常采用有机酸(一般为甲酸或乙酸)作为中和剂调节涂料的pH,将槽液调整为弱酸性,以保证树脂的分散稳定。不同的阴极电泳涂料有不同的pH 范围,一般将槽液的pH 保持在5.20 ~ 6.60 范围内。
笔者所在公司采用某双组分阴极电泳涂料,在生产现场要求将槽液的pH 控制在5.60 ~ 6.20 范围内。近期,在生产过程中由于部分阳极液漏入电泳槽内,导致电泳、超滤、UF1(循环超滤水洗1)、UF2(循环超滤水洗2)槽液的pH 降低,造成汽车驾驶室电泳底漆涂装生产过程中发生两次质量事故。
本文以此为切入点,研究了电泳涂料的pH 对漆膜质量的影响,并探讨了H+在成膜过程中的作用机理。
1 事故回顾
1. 1 事故I
2013 年8 月7 日电泳后纯水洗阶段,驾驶室出槽后电泳漆膜出现大面积掉漆现象。经过现场观察,发现这种情况出现在电泳后纯水洗出槽阶段,水滴将电泳漆膜冲掉,主要掉漆部位为前围、后围、门槛。驾驶室出槽后,用手摸电泳漆膜很容易掉,也可以成片撕掉。
向前追踪,在驾驶室出UF2 水槽后,漆膜也可以用指甲抠掉;出UF1 水槽后,用手触摸湿漆膜有掉漆现象,但是无法用指甲抠掉;出电泳槽后,触摸湿漆膜,无掉漆现象。实验室化验显示,电泳漆及后冲洗槽液各项指标除pH 以外,其余均在工艺范围内(溶剂含量因仪器限制而无法测定)。各槽液pH 如下:电泳漆 5.10,UF1 4.84,UF2 4.70,超滤液4.68。
电泳后驾驶室经 170 °C 烘烤30 min 后进行相关性能检测,结果如下。
(1) 电泳漆膜外观质量:表面未见大量颗粒,但粗糙;掉漆部位的磷化膜完好,致密均匀,符合质量要求;大面积掉漆主要集中在前围、后围、门槛等水流冲刷较严重的地方;侧围漆膜较完整;掉漆部位周围漆膜较厚,有的部位为双层漆膜。
(2) 漆膜厚度:16.5 μm(A 面)。
(3) 附着力检测:合格。
(4) 冲击试验:合格(随车试板)。
1. 2 事故II
2013 年9 月5 日电泳后纯水洗阶段,驾驶室出槽后在门槛部位出现掉漆现象。经过现场观察发现,此部位掉漆是由于在出槽阶段,驾驶室内腔的水向外流淌时冲刷所致。分析认为,此处在电泳槽内应该有漆膜形成,在后期的冲洗过程中,由于水的冲刷力较大,因此将漆膜冲掉。
现场显示此处漆膜为双层。实验室化验显示,电泳漆及后冲洗槽液的各项指标除pH 以外,其余均在工艺范围内(溶剂含量因仪器限制而无法测定)。
各槽液pH 如下:电泳漆 5.25,UF1 5.02,UF24.98,超滤液4.88。
电泳后驾驶室经 170 °C 烘烤30 min 后进行相关性能检测,结果如下。
(1) 电泳漆漆膜外观质量:漆膜表面有颗粒,表面粗糙;门槛处无电泳漆膜的部位磷化膜完好,致密均匀,符合质量要求;掉漆部位主要为门槛,此处水冲刷力较大,经过观察部分部位为双层漆膜。
(2) 漆膜厚度:17.3 μm(A 面)。
(3) 附着力检测:合格。
(4) 冲击试验:合格(随车试板)。
对比以上两次质量事故,并结合实验室化验数据,初步分析认为这两次质量事故的发生与槽液pH 有密切关系(槽液pH 要求控制范围为5.60 ~ 6.20,实际为5.10 ~ 5.20)。pH 较低,导致电泳湿漆膜的附着力降低,漆膜在电泳槽及后冲洗水槽出槽的过程中,由于水的冲刷力较大而出现掉漆现象。为了验证此分析,在实验室配制双组分电泳漆,并模拟生产现场环境,调整试验漆的pH,考察了pH 对漆膜质量的影响。
2 实验
2. 1 原料
双组分阴极电泳乳液,电泳助剂II,双组分阴极电泳色浆,中和剂,均为工业级,上海金力泰化工股份有限公司提供;纯水,自制。
电泳漆配方
2. 3 配制实验用漆
将 2 L 烧杯洗干净,加入纯水500 mL,放在磁力搅拌器上,打开开关,使其处于搅拌状态。用天平称取双组分阴极电泳涂料乳液1 340 g,色浆240 g,依次加入烧杯,并用纯水冲洗干净。继续缓慢加入纯水,至1 800 mL 处停止,开启加热装置,将温度控制在28 ~ 30 °C,搅拌24 h,使其完全熟化。
然后加入配套的阴极电泳助剂II 25 mL,再添加纯水至2 000 mL 刻度处,继续搅拌2 h,取样检测。采用保定莱特整流器股份有限公司KYA56-10A/350V-BT 型试验用电泳整流电源进行电泳试验,试验用电泳漆各项工艺参数见表1。从中可见,各项性能指标均在技术要求范围内。
试验用电泳漆的工艺参数

2. 4 漆膜性能检测结果
在实验室鼓风干燥箱内对电泳后试板(DC04,150.0 mm × 75.0 mm ×1.2 mm,随驾驶室进行脱脂、磷化处理,在实验室烘干后进行电泳试验)进行烘干,设置温度170 °C,时间30 min。
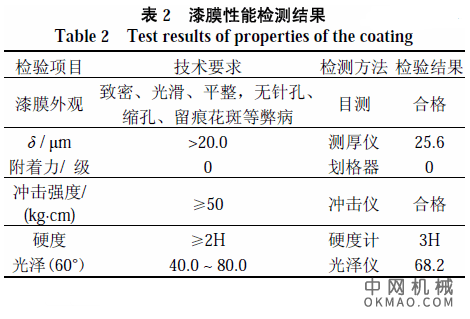
烘干结束后检测电泳涂膜各项性能指标,结果见表2。可见,各项指标均符合技术要求。
漆膜性能检测结果
2. 5 对比试验
以实验用电泳漆作母本,依次向其中加入配套用中和剂(每次用移液管加入1 mL 醋酸)调整pH,搅拌均匀后依次进行电泳试验,试验完成后烘干试板,再进行各项性能检测并对比。试验条件:一段电压100 V,时间30 s;二段电压220 V,时间150 s。烘干条件:170 °C,30 min。
3 结果与讨论
3. 1 漆膜外观与电泳漆pH 的关系
电泳漆 pH 对漆膜外观的影响见表3。结果显示,电泳漆pH 较高时涂膜外观质量较好,在pH <5.40 时,漆膜逐渐变粗糙,且随着pH 的逐渐降低漆膜外观质量越来越差。在pH = 4.20 时,漆膜外观粗糙,露底现象严重,表面呈现许多凹坑,可以直接看到磷化层。
这可能是因为随着醋酸的加入,氢离子在外加电场的作用下向工件移动,工件表面由于氢离子浓度较高,电泳反应剧烈,产生大量的水分子。
一部分水分子通过电渗从涂膜中渗析出来;另一部分水分子则分解成OH−和氢气,产生气泡,附着在工件表面。在产生气泡的地方树脂无法沉积,使得气泡破裂后产生露底现象。

pH 对漆膜外观的影响
3. 2 漆膜厚度与电泳漆pH 的关系
电泳漆 pH 对漆膜厚度的影响见图1。从试验结果可见,漆膜厚度随电泳漆pH 的降低呈先升高后下降趋势,而且pH 越低,下降得越厉害。pH >5.60 时,漆膜厚度随着pH 的下降而逐渐升高;pH = 5.60 时,漆膜厚度达到最大值24.9 μm;pH <5.40 时,漆膜厚度逐渐下降,pH 越低,下降越明显。
这是因为电泳过程是一个沉积与返溶同时进行的过程。随着槽液中H+浓度的增加,电泳电流增大,当H+浓度较低时,返溶速度小于沉积速度,涂膜厚度增加;当H+浓度较高时,返溶速度大于沉积速度,漆膜厚度下降。
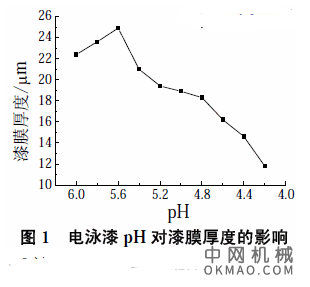
电泳漆pH 对漆膜厚度的影响
3. 3 漆膜光泽度与电泳漆pH 的关系
漆膜光泽度与电泳漆 pH 的关系见图2。从试验结果可见,漆膜光泽度随着电泳漆pH 的降低呈下降趋势,而且pH 越低,降低越平缓。pH >5.40 时,电泳漆pH每降低0.20,漆膜光泽度下降0.4% ~ 0.8%;pH <5.00时,电泳漆pH 每降低0.20,漆膜光泽度下降0.1% ~0.2%。
这可能是因为随着槽液的H+浓度增加,漆膜表面逐渐出现凹坑,表面质量变差。H+浓度较小时,表面质量变差使漆膜表面失去光泽,光泽度下降明显;随着H+浓度的增加,漆膜外观质量越来越差,漆膜表面光泽下降趋于平缓。
pH 对漆膜光泽度的影响

3. 4 漆膜附着力与电泳漆pH 的关系
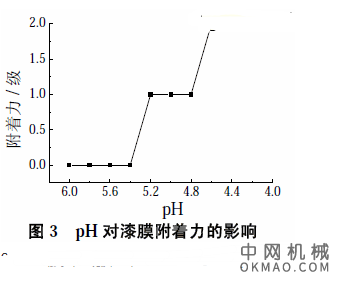
漆膜附着力与电泳漆 pH 的关系见图3。从试验结果可见,漆膜附着力随着电泳漆pH 的降低呈下降趋势。pH 在5.60 以上时,漆膜附着力能到达0 级;pH在4.60 以下时,漆膜附着力为2 级。
这可能是因为随着槽液H+浓度的增加,H+包裹在树脂分子周围,在外加电场作用下,水分子电解产生氢气,有些氢气分子被树脂分子包裹在工件表面未及时逸出,随着工件烘干,气泡的破裂使树脂分子与工件表面存在一定的间隙,从而使附着力降低。另外,由于涂层与基材界面间H+的减少使极性基团减少,涂层的附着力也会降低。
pH 对漆膜附着力的影响
3. 5 漆膜冲击强度、硬度与电泳漆pH 的关系
试验发现,漆膜冲击强度和硬度受电泳漆pH 的影响不大。当pH 在6.00 ~ 4.20 之间,漆膜的冲击强度均≥50 kg·cm,硬度均为3H,并未随电泳漆pH 的降低呈规律性的变化。这可能是因为涂膜在固化时环氧树脂分子间在化学键的作用下相互交联,分子间的柔性支链在受到冲击时通过运动吸收冲击能量以达到抗冲击的效果。
不同的交联密度直接影响涂膜的机械性能,如果交联程度不足,涂膜的机械性能较差。在成膜的过程中,氢离子并不破坏分子链之间化学键的相互作用力,因此对涂膜的机械性能不会产生影响。
4 电泳漆的 pH 对漆膜质量的作用机理分析
由以上试验可知,电泳漆pH 的降低对漆膜质量有较大影响,主要表现在表面更粗糙,出现橘皮、露底,漆膜变薄,光泽降低,附着力变小等。经分析认为:由于阴极电泳涂料由含有胺基基团的改性树脂构成。
酸的加入使其中和形成亲水型并带有PRnX+(聚合物树脂离子)和Z−(相应的有机酸根离子)的聚合物。通电后,阴极表面由于水的电解产生大量的OH−而呈碱性,阳离子聚合物与OH−相互作用而失去亲水性,并在阴极上以PRnN 的形式沉积下来形成漆膜。
成膜后的PRnN 在H+的作用下,会转变为PRnNH+游离在槽液中,从而出现返溶。槽液中加入少量的H+会使通电电流增大,在外加电场作用下,树脂电离产生的PRnNH+离子增多,此时返溶速度小于沉积速度,涂膜增厚,工件表面质量较好。随着 H+浓度增加,已经沉积到工件表面上的树脂返溶速度增大,当返溶速度大于沉积速度时,涂膜厚度会降低。
在成膜过程中产生的水分子随着电渗的进行从涂膜内表面向外渗透出来,该过程中产生水痕,使涂膜表面质量变差;另一部分水分子在外加电场的作用下电解为OH−和H+,氢离子向阴极附近移动,在阴极表面两个H+结合产生氢气释放出来。
氢气在从涂膜内表面向外逸出的过程中破坏了涂膜的完整性。由于氢离子的减少,涂层与基材界面间的极性基团减少,涂层的附着力降低。而且H+浓度降低,化学平衡被破坏,更多的水分子进行电解,阴极表面OH−离子浓度增加,化学反应向着电沉积方向移动,漆膜增厚以达到动态平衡。
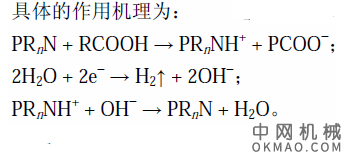
具体的作用机理为:
5 结语
阴极电泳涂料槽液中的 H+在成膜过程中起到关键作用,树脂分子在H+的作用下生成阳离子型胶体涂料离子。带正电荷的胶体涂料粒子在电场的作用下移向阴极,在阴极表面沉积形成涂膜,同时成膜后的树脂分子在H+的作用下出现返溶现象。这两个过程是同时进行的。
在电沉积过程中产生的水分子一部分随着电渗过程的进行析出到涂膜外,在漆膜表面产生水痕;另一部分由于外加电场的作用而电解产生氢气,氢气在逸出的过程中破坏了涂膜的完整性,降低了涂膜的表面质量及附着力。