
试验结果如下:
①电泳漆膜缓溶的质量和t 电± t 缓·电的t 电成线性关系,可以用公式⑸表示:
W 实校n= K 缓g·t 电1 ⑸
K 缓是漆膜间断缓溶系数,它等于图6 中直线C的斜率。
15 V 时:

②施加任一缓溶电压时,其效果和t 缓有关。
③3 min 内,不管采用那一种间断的电泳时间,在60 min 内漆膜的质量是符合要求的,其外观分别呈Ⅰ~Ⅱ级状态中国机械网okmao.com。
5 试验的工艺结论和工艺设想
⑴工艺结论:流水自动线的电泳生产中存在“增厚”和“返溶”问题,可以采用缓溶低电压的控制方法来解决,而漆膜的质量(厚度)和外观符合质量要求。
⑵缓溶电压可以按试验Ⅳ的方法求出。
⑶基于上述工艺结论,对流水自动电泳生产线的电气控制提出如下建议;当生产线按动运输“停止”按钮时,同时启动直流电源调压器的电动机,使调至低压(低电压处设限位开关)。当按动运输链“启动”按钮时,也同时接通调压器调压电动机,使调至高电压(高电压处设限位开关)。电气线路示意见图7。

6 理论探讨
⑴动力学
①如果把电泳漆液中固体颗粒的电沉降视为是克服水性漆溶液的摩擦阻力,同时不计固体粒子离开漆液的“胶团引力”,那么漆膜上的固体分向水性溶液的溶解速度大体相等。根据Stokes 公式:

式中:V———沉降速度,cm/s;
D———把水性漆悬浮颗粒视为球体,D为球体半径;
QS———悬浮体固体分的密度;
Q1———液体分散体密度;
η1———液体动态黏度。
②假设漆粒是球状带电体,在电泳施加电压时,处在电场E 中的漆粒受到的力K 可以用下式表示;
K = Q × E ⑺
式中:Q———漆粒带的电荷。
如果力K 不受水性介质摩擦阻力R 所抵消,带电荷Q 的粒子在力K 作用下总是在不断加速运动。根据在水性介质中以速度V2 运动圆球Stokes 定律:
R = 18.84·η2·V2·D ⑻
式中:D———水性漆粒子半径;
η2———水介质内摩擦力。
当K=R 时,水性漆粒子达到终速度,故:
Huneke 指出,在分散液中存在的粒子是一个球形电容器, 见图8。
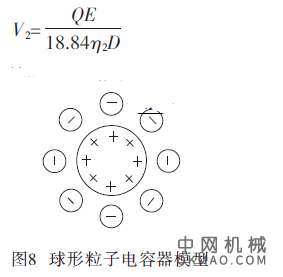
其电容量同粒子半径D、介质的介电常数ε 成正比。电容器两极之间电位差称动电位,用V 动表示,按照塞本电学原理:
Q=ε·D·V 动 ⑽
把⑽式带⑼式

上式说明,介质介电常数ε,动电位V 动和电场强度越大,而内摩擦力越小时,电泳漆粒子的游动速度越快,而与粒子半径D,即粒子的空间尺寸是没有关系的。
③当对电泳漆膜施加缓溶电压时, ⑾式中V 动就是V 缓了。把⑹式和⑾式联立:

上式说明V 缓的大小是和(QS-Q1)·D2 成正比的,和ε、E 成反比。
⑵水性电泳漆的水分散液,大致介于胶体溶液(粒子半径为10-4 cm)和粗分散液(10-2 cm)之间,就电化学观点而言,它是属胶体电介质或高分子电介质。在胶体电介质中,不但存在有相反电荷的粒子,而且存在着带相同电荷的粒子,且又彼此相靠构成所谓粒子胶束。在有高分子电介质的情况时,它至少是大分子粒子类。
因此可以想象到:电泳漆粒不完全是由颜料、填料、高分子黏结剂、湿润剂的整体组合,而是各个组分的单独分散体,有时这些分子可能带相反电荷,在电场中泳向相反电极,而不沉积在一个电极(零件)上。
所以在施加缓溶电压时,这些组成电泳漆涂层的粒子就会十分复杂,到底在缓溶电压下的质量动平衡是怎样改变漆膜组成的,有待进一步深入研究。要了解这一点,只要对这些经过缓溶的漆膜进行一些物理、化学性能的测定、或是对漆膜进行颜基比测定,就能进一步探讨了。
⑶在实际生产中,电泳工件与电极之间的距离是不相同的,尤其是大型的、形状复杂的零件,各个部位上的漆膜厚度是不会一致的,这点从公式⑾的分析可以得到。因此,在确定缓溶电压时,要考虑零件的大小和复杂性,从试验中得到的缓溶电压值还应进一步校正,经受生产试践的验证。
⑷从试验Ⅳ、Ⅴ看到:缓溶系数在15 V 和10 V 时都呈正值,而试验Ⅵ中,尽管缓溶电压的施加方法略有不同,缓溶系数K' 却是负值。
造成这种现象的原因试分析如下:
假定电泳样板时间确定为3 min,同时把试验Ⅱ的结果(3 min 内)换成另一种形式表达在图9 上,图中每个层次代表油漆粒子层。

对分别电泳了l、2、3 min(即t 电)的三部分漆膜,其厚度(δ)是:δ3≥δ2≥δ1。当施加缓溶电压时,就会产生Il、I2、I3 三个电流。油漆粒子层越厚电流的阻力就越大,也即;R3 > R2 > R1。基本电学知识告诉我们V = I·R,对上述三部分漆膜上的电流Il > I2 > I3。从缓溶效果来讲t 电缓的效果要比t 电缓、t 电缓要好,这时的K' 自然就是负值了。